Much has been speculated and written about the substitution of hydraulic power transmission with electromechanical systems, and so has happened in some areas of drive technology. But it is probably not wrong to say today that there is no radical displacement of oil as a means of power transmission. Rather, one can say with a certain satisfaction that physical and economic reason has prevailed. Both systems complement each other in a meaningful way and have found their areas of application in peaceful coexistence.
If you take a closer look, you can see today that decades of work, often hard-won operating experience from the hydraulic sector, is now also establishing itself with electromechanical drives.
What is meant? The oil is no longer used for power transmission in these drives, but it is essential as a lubricant. Much more than in hydraulics, it is increasingly becoming a structural element of great importance. The demands placed on the lubricant oil are as varied as gearbox concepts, tooth shapes or bearing designs. Through targeted additives, the lubricant is composed in such a way that it results in the optimal construction element for the respective application. In its function it is just as important as the bearing (s) or the shape of the teeth. Against this background, it quickly becomes clear that the lubrication systems are also changing. Circulating lubrication with targeted supply of the various friction partners dominate. It is initially irrelevant whether the oil supply is stored in the gearbox itself or in an external oil supply system. The complexity of modern lubrication systems is not inferior to that of hydraulic systems. Qualified work filtration is also becoming increasingly common and the term cleanliness classes is no longer a foreign word in lubrication technology.
As in hydraulics, temperature stabilization in the lubricating oil is an important task. Due to the sometimes much higher thermal stress on the oil in bearings and tooth flanks, it is often even more important than in hydraulics. Not to forget, the temperature has a significant influence on the service life of the lubricant and thus on the operating costs of a system.
In the author's opinion, it is therefore obvious to monitor all variables known from the hydraulic field, which influence the service life of the oil, even in lubrication systems, and of course also to use modern monitoring and information technologies.
This will be explained in the system described below.
A large stone crusher is operated within a very large quarry area. The crusher is driven electrically by a large multi-stage gear with approx. 200 l oil sump content. The quarry is located in an area with hot summers and sometimes very cold winters with sporadically large amounts of rain. Since a large number of other machines are operated both electromechanically and hydraulically on the site, the management intends to create a control and control center.
As part of this planning, the following parameters were required for the crusher gearbox: operating range from -20 to + 40 °C ambient temperature, two-shift operation. Continuous monitoring of all relevant operating data with central intervention options.
The following proposal for oil supply / monitoring has been made:
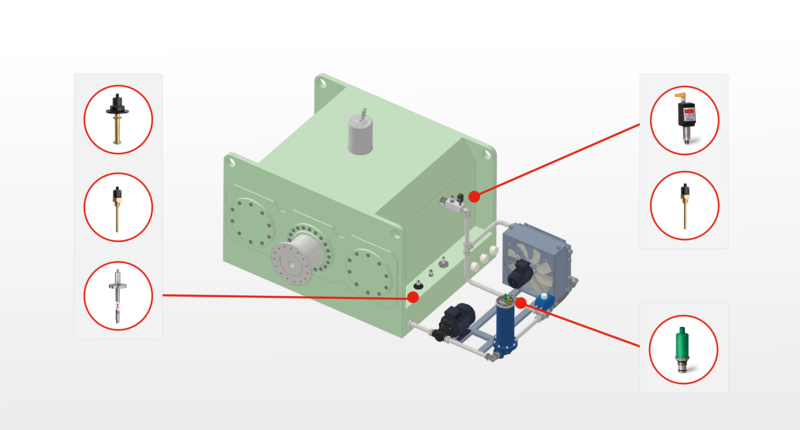
Equip the gear unit with a qualified breather filter of sufficient size so that only cleaned air can get into the gear unit. Installation of an electric heater in the oil sump to reduce the cold start phase and to increase the service life of the oil. In addition, the addition of a continuous level monitoring to the gearbox, plus a temperature and a humidity sensor.
Also to increase the operational readiness and the oil service life provision of an external oil circulation system with the following equipment: a circulation pump, an oil / air cooler with regulated fan drive, an oil filter with bypass valve, as well as directional control valves and various monitoring sensors. All monitoring sensors are IO-Link capable.
Function description:
The liquid level information provides the central information. The gear unit can only be switched on if there is sufficient oil at the static measuring point. Depending on the current oil temperature, the heating is switched on and at approx. -10 °C the circulation pump is also switched on. This builds up the necessary lubrication pressure and circulates the oil through the oil filter through the still stationary transmission. Due to the simultaneous heating and circulation, the oil quickly heats up to operating temperature and the components of the gearbox are also heated. Depending on the heating process, the heating is switched off and the crusher goes into operation from a permissible limit. This lead time is dependent on the current outside temperature. In order to keep it within a calculable time window, this process can be started well before the actual start of the shift if the outside temperature is low, and possibly run all night. The bypass valve in the oil filter bypasses the filter element as long as the oil is still too cold and the pressure loss across the element would be too high.
The lubricating properties of the oil are influenced by penetrating moisture e.g. Rain or condensation - negatively affected. The moisture sensor in the sump continuously reports the moisture content and thus creates the possibility of immediate deviations with e.g. periodic heating-up phases to 'dry' the oil during downtimes.
After switching on the circulation pump, the (fill) level monitoring reports the dynamic oil level, which represents the actual operating level. This and the monitoring of the oil pressure before entering the transmission are also a feedback on operational safety when the operating temperature window of the oil is reached.
The oil temperature would now rise to the convection equilibrium. If it remains within the operating limit at the appropriate outside temperatures, only the pure circulation / filtration will run. If this limit is exceeded at 55 °C, a directional control valve switches on the oil cooler. In it, the oil is cooled down to a pre-calculated temperature of 45 °C and fed directly into the lubrication circuit. The cooling capacity is adjusted to the respective ambient temperature by the regulated fan. Since all sensors communicate via the IO Link, the control center can intervene in the current operating situation at any time.